Vision Systems
Vision Systems for the Commodities Industry
Vision systems are often used in the commodities industry, which encompasses metals, plastic, energy, agricultural products, and more.
KEYENCE's vision systems for the commodities industry utilize state-of-the-art cameras, lighting, and image-processing algorithms to perform tasks such as inspection, measurement, and tracking. These systems are designed to operate in challenging industrial environments and provide highly accurate and reliable results.

Simultaneous reading and vision inspection

Auto-teach inspection tool

Multi-camera hardware
Applications in the Commodities Industry
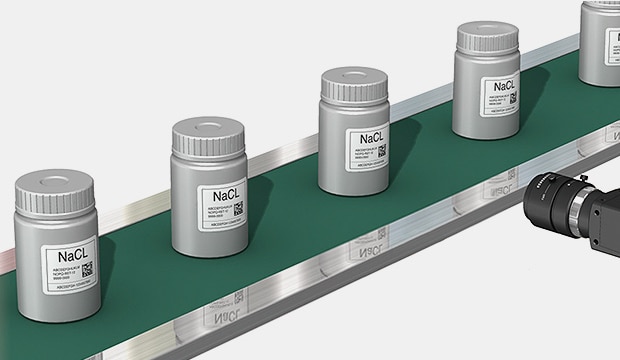
Detecting Misaligned Labels
Misaligned labels due to shrinkage or improper application can disrupt inventory tracking and logistics. KEYENCE's vision systems detect and alert operators to prevent potential issues.
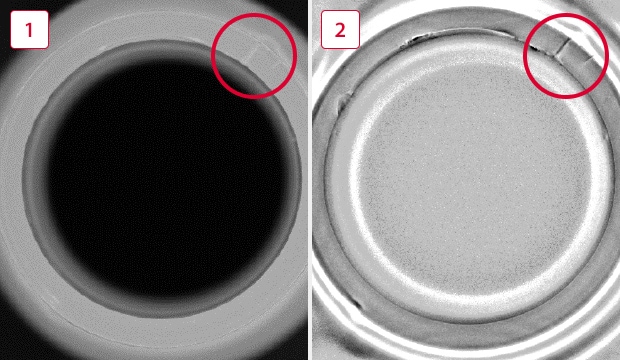
Detecting Chipping of a Bottle Mouth
Damaged bottle mouths can lead to contamination and affect product quality. High-resolution cameras capture detailed images of bottle mouths, allowing for precise detection of any chips or defects.
-
1Normal lighting
-
2LumiTraxTM lighting
Inspecting the Appearance of Aluminum Can Bottoms
Damage or contamination during the production process can occur with aluminum cans.
KEYENCE's vision systems detect defects like dents and scratches on aluminum cans using advanced algorithms.
Inspecting the Appearance of Media Disks
KEYENCE's vision systems ensure media disks meet quality standards by detecting defects such as scratches or incorrect labeling, guaranteeing delivery of only high-quality products.
FAQs About Vision Systems in the Commodities Industry
What Are the Benefits of Using Vision Systems in the Commodities Industry?
Thanks to their accuracy and reliability, vision systems offer many benefits, such as enhanced quality control, increased production efficiency and productivity, improved traceability, waste reduction and associated costs, and support for compliance with regulatory standards.
What Types of Vision Systems Are Commonly Used in Commodities Manufacturing?
Vision systems in the commodities industry use 2D, 3D, and thermal imaging, as well as multispectral and glare-reducing lighting techniques to catch hard-to-see defects.
What Challenges Do Vision Systems Help Address in the Commodities Industry?
Vision systems for the commodities industry address various challenges, such as maintaining consistent quality standards, identifying bottlenecks and inefficiencies in the production process, enhancing traceability throughout the supply chain, and reducing the risks associated with compliance issues.
How Do Vision Systems Support Traceability and Compliance Requirements in the Commodities Industry?
Vision systems for commodities enhance traceability by capturing detailed records of each product that goes through the supply chain and automating the detection and documentation of quality parameters and inspection results. This allows for a faster response to quality and compliance issues and facilitates faster elimination and removal.
What Are the Primary Considerations When Selecting Vision Systems for the Commodities Industry?
The primary considerations when selecting vision systems in the commodities industry are tailored to the application needs for resolution, lighting, and specific defects they are programmed to detect. Additionally, they must have the ability to integrate with your current systems and maintain cost-effectiveness.
Related Downloads

Related Products

Industries
- Automotive
- Automation Equipment/Machine Building
- Electric Vehicles
- Medical Device Manufacturing
- Food/Beverage Packaging
- Semiconductor/Manufacturing Electronics
- Vision-Guided Robotics
- Solar
- Logistics
- Commodities
- Paper Manufacturing
- Machine Tools
- Electronic Device
- Printing
- Mining/Metals
- Fabric/Textile
- Tobacco
- Marine
- Aerospace
